做包装这些年,接触过的盒子少说也有几千款。大多数盒子规规矩矩,正面开盖或者天地盖,消费者一眼就能看明白怎么开。但有一类盒子比较特别——侧开孔式。
先说清楚什么叫“侧开孔式”。普通彩箱的开口在顶部或者正面,侧开孔式的开口在盒子的侧面,而且通常会开一个孔或者一个手扣位,方便手指伸进去把内盒抽出来。这种结构最常见于酒盒、茶叶盒、高档滋补品包装。
把侧开孔结构和烫金工艺放在一起做在瓦楞彩箱上,这个组合在市面上不算多,但做出来的东西确实有味道。今天我把这个品类的门道从头说一遍。
侧开孔式盒子的核心逻辑是“开箱仪式感”。
普通盒子是“掀盖拿东西”,侧开孔式是“伸手、抽出、亮相”。多了一个抽出的动作,多了一层内盒露出的过程,整个开箱体验就从一个机械动作变成了一小段有节奏的流程。做礼品包装的人都知道,开箱体验每多一个步骤,消费者对礼物的价值感知就会往上跳一档。
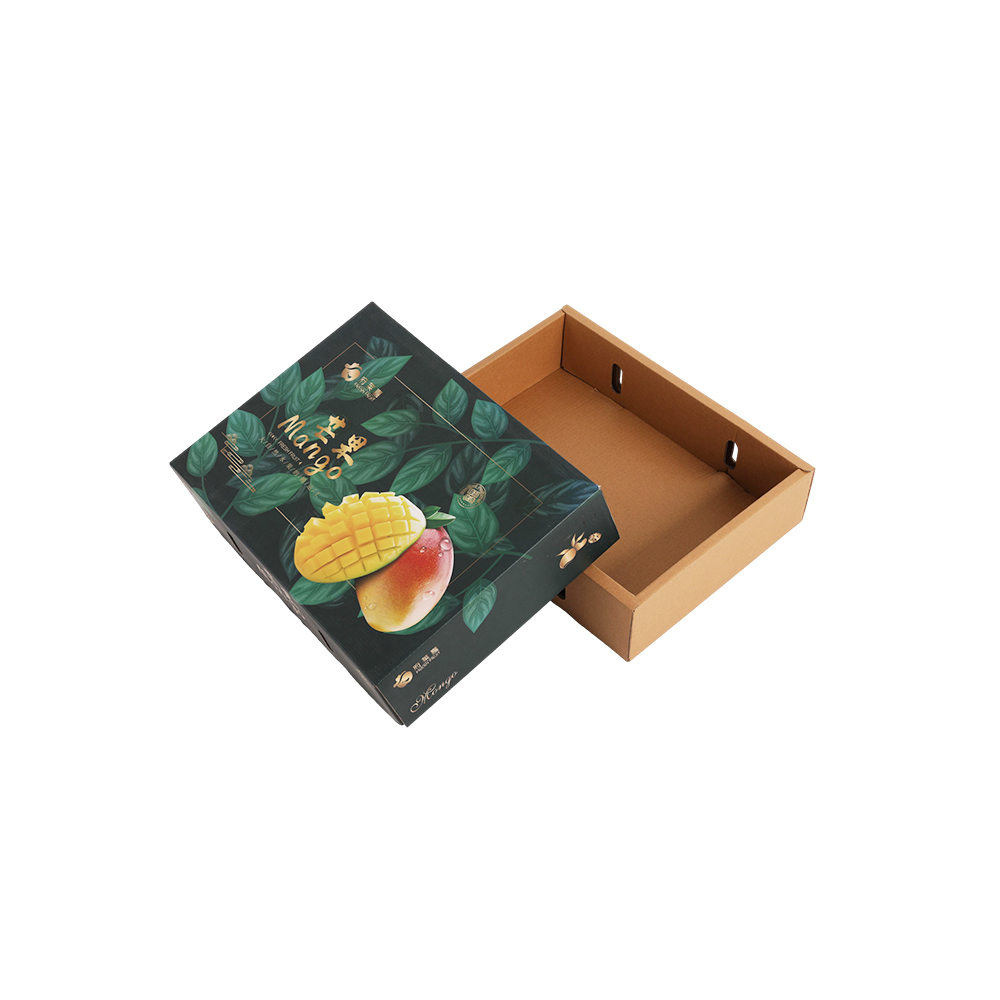
结构上分两种:一种是外套内抽式,外面一个彩箱套子,侧面开孔,里面一个内盒从孔位推出来;另一种是单盒侧抽式,盒子本身侧面开口,配一个抽拉式的内托或者内盒,内盒上有个扣手位。
外套内抽式更常见。外盒就是咱们说的侧开孔式瓦楞彩箱,内盒可以是同材质的瓦楞盒,也可以是精装盒。外盒印刷好烫金纹样,起到“门面”的作用;内盒承载产品,拉开的时候亮相。酒类包装十有八九是这种结构。
单盒侧抽式简单一些,适合小件产品。盒子侧面开一个半圆形的孔或者长条形的扣手位,手指勾住内盒往外拉。常见于茶叶小包装、香薰蜡烛、小型电子产品。
这两种结构的共同点是——开口不在顶面在侧面,取货方式不是掀而是抽。这个差异决定了整个包装的气质不一样,更含蓄、更讲究、更“有内容”。
烫金工艺用在侧开孔式瓦楞彩箱上,跟用在普通彩箱上的逻辑略有不同。侧开孔式彩箱有多个面——正面、侧面、顶面、背面,而且侧面还有个开孔。烫金放在哪里、怎么放,学问不小。
最常见也是最稳妥的做法:烫金放在正面,而且放在远离开孔的一侧。开孔附近不做烫金,因为开孔位置是受力点,人手反复抽拉时会摩擦烫金区域,时间长了金色会被磨掉。离孔位远一些,既安全又显眼。
第二个常见位置是侧面开孔的周围。用烫金做一个装饰边框或者指示箭头,引导消费者“这里可以伸手”“往这个方向拉”。这种功能性烫金其实很讨巧,既有审美价值又有使用价值。
第三个位置是内盒露出的部分。外套内抽式的结构里,内盒从外盒侧面抽出来之后会露出一截。如果在内盒露出的那一面上做烫金logo或者装饰线条,产品完全抽出后才能看到全部图案,有一种“藏一下再给你看”的小心思。
还有一个技术细节要注意——瓦楞彩箱上的烫金不能跨过折痕线或者压痕线。因为折痕处的纸板纤维已经被破坏了,表面不平整,烫金上去附着力很差,折几下就会裂开。设计的时候让烫金图案避开这些位置。
开孔这件事看着简单,实际尺寸和位置差了哪一点,用户体验就完全不一样。
先说开孔的形状。最常见的是椭圆形或者跑道形。长度一般在六到十厘米之间,宽度在三到四厘米之间。这个尺寸能让成年人的手掌最厚处勉强挤进去,但又不至于太大影响盒子的结构强度。
半圆形开孔也常见,直径五到七厘米左右。半圆形的优点是视觉上更柔和,缺点是不如椭圆形的受力均匀,开孔边缘的应力集中更明显,需要加强处理。
开孔的位置离盒子边缘多远合适?太远了手指够不到内盒,太近了边缘纸板强度不够。经验值是孔位中心距离盒边缘八到十二厘米。这个范围内,大部分人的手指长度刚好能勾住内盒的边缘。
开孔处的纸板强度必须加强。因为这是整个盒子最薄弱的部位,也是人手反复接触的部位。正规做法是在开孔背面贴一层加强纸板,或者把开孔设置在双层纸板的位置上。有些高档一点的会在开孔边缘包一层金属或者塑料的护圈,既美观又防撕裂。
还有一个容易被忽略的点——开孔内侧的毛刺处理。纸板开孔后,切口处会有纸屑毛边,如果不处理,消费者伸手进去的时候会被毛刺刮到,体验很差。好的厂家会在开孔后用砂纸打磨切口,或者做热压封边处理。
侧开孔式结构的瓦楞彩箱,外盒和内盒的选材逻辑不一样。
外盒主要承担印刷展示和结构强度的功能。E楞是最常用的选择。厚度适中,印刷效果好,侧开孔处的强度也够。如果盒子尺寸比较大或者产品比较重,B楞也可以,但B楞的表面平整度比E楞差一些,烫金和印刷的精细度会受影响。
内盒的功能是固定产品和抽拉顺畅。如果内盒也用瓦楞纸板做,建议比外盒薄一号。外盒用E楞,内盒可以用F楞或者单层卡纸。这样内盒在外盒里抽拉的时候不会太紧,也不会磨损外盒内壁。
如果产品比较贵重或者对固定要求高,内盒可以用灰板精装盒或者海绵内托加卡纸围框。这种情况下内盒本身就是一个完整的精装盒,外盒相当于一个保护套加展示套。成本高不少,但档次确实上去一大截。
瓦楞方向也要注意。侧开孔式盒子的外盒,瓦楞方向应该垂直于开孔方向。举个例子,开孔在盒子侧面,抽拉方向是水平向外,那么瓦楞方向应该是垂直的——从盒顶到底面竖着走。这样纸板的纤维方向垂直于抽拉时外盒受力的方向,抗压和抗变形能力最强。
侧开孔式烫金印刷瓦楞彩箱,生产工艺比普通彩箱复杂不少。下面这几个细节,批量生产的时候必须盯住。
第一个细节:开孔和烫金的对位精度。如果烫金图案是围绕开孔来设计的,比如开孔周围有一圈烫金装饰框,那么开孔的位置和烫金的位置必须严格对应。误差超过两毫米,框就不在孔的正中间了,看起来歪歪扭扭。下单的时候明确要求打样确认对位精度。
第二个细节:抽拉顺畅度。这是客户收到货后第一个会试的动作。内盒从外盒里抽出来,不能太紧——紧了顾客以为卡住了,硬拉会把盒子撕坏;也不能太松——松了内盒自己滑出来,产品可能掉出来。标准是:把外盒竖直拿着,内盒装满产品后不会自己滑出来,但用手指轻轻一勾就能顺畅抽出。
抽拉的顺畅度取决于内外盒的尺寸公差。内盒宽度比外盒内径小两到三毫米比较合适。这个公差靠刀模精度和裱纸工艺保证,差一点手感都不一样。
第三个细节:烫金附着力。瓦楞纸板表面不如精装盒的纸张平滑,烫金箔的附着力本身就要差一些。加上侧开孔式盒子在抽拉过程中,人手会摸到外盒表面,烫金部位被反复摩擦。如果附着力不够,用不了多久金色就磨掉了。打样的时候用指甲刮一下烫金区域,或者用胶带粘一下测试附着力。
第四个细节:开孔边缘的耐用性。开孔处是纸板最薄弱的部位,也是受力最大的部位。如果是批量生产几千个,每个盒子都要被人手伸进去抽拉,开孔边缘的磨损不可忽视。建议要求供应商在开孔边缘做加固处理,最简单的办法是在开孔背面贴一圈加强纸板。
侧开孔式烫金印刷瓦楞彩箱,比同规格的普通彩箱贵出不少。贵在几个地方:结构复杂导致纸板用料多、开孔需要额外工序、烫金有版费和工序费、内外盒匹配需要更高精度。
以一个中等大小的酒盒为例,外盒尺寸大概35乘10乘10厘米,内盒同尺寸略小,E楞瓦楞,外盒四色全彩印刷加一个烫金logo,再开一个椭圆侧孔。三千套起订,外盒加内盒一套的价格大概在十二到十八块钱之间。
同样尺寸和印刷的普通翻盖式彩箱,大概六到八块钱。翻了两倍左右。区别在于侧开孔式多了一个内盒、多了一道开孔工序、对精度的要求也更高。
如果内盒升级成灰板精装盒,或者烫金面积更大、位置更多,价格还可能上浮。一套做到二十五到三十块钱也很正常。
起订量方面,侧开孔式结构因为涉及内外盒的配合,起订量建议两千套以上。太少了,内外盒的尺寸公差不好控制,容易出现有的紧有的松。两千套是一个让工厂愿意认真调机的量。
侧开孔式烫金瓦楞彩箱,这个组合天然带着“贵”“讲究”“有内容”的信号。适合的产品画像是清晰的三类。
第一类,酒类和茶类。红酒、白酒、果酒、礼盒装茶叶。这类产品的消费场景本身就是送礼和宴请,包装的开箱体验是产品价值的一部分。侧开孔式结构加上烫金,客人打开的时候多了一个“拉出来”的动作,这个动作本身就是一种仪式。
第二类,高档滋补品和保健品。燕窝、虫草、海参、高丽参。这类产品单价高、目标客群年龄偏大,对“开箱的讲究”比年轻人更敏感。侧开孔式盒子让他们觉得这个包装“有分量”“不是随便糊弄的”。
第三类,香薰蜡烛和精品家居小物。香薰蜡烛、手工皂、香薰机、精致的桌面摆件。这类产品本身有“礼物属性”,包装的用心程度直接影响购买决策。
不太适合的:高频复购的快消品、需要反复开关取用的日用品、儿童玩具。侧开孔式结构的开箱体验好,但不适合天天开的场景。巧克力盒子如果做成侧开孔式,吃完了盒子还留着,但每次拿巧克力都要拉一下内盒,确实有点多余。
收到样品或者大货之后,下面这几项挨个过一遍:
第一项,抽拉试一下。内盒装满产品,外盒固定,抽拉五次。顺畅度应该一致,不能有的顺有的卡。内盒完全拉出和完全推入时,感觉应该有轻微的阻尼感,但不是阻力。
第二项,扣上晃一晃。内盒推到位之后,把盒子倒过来轻轻摇晃。内盒不能自己滑出来。
第三项,烫金刮一刮。用指甲在烫金区域轻轻刮几下,不能掉粉掉色。再用胶带粘一下快速撕起,不能有金色被粘下来。
第四项,开孔处摸一摸。伸手进去,开孔边缘应该光滑,不能有毛刺刮手。用手指捏一下开孔边缘,感受纸板的强度,不能一捏就软塌塌的。
第五项,检查套位精度。如果烫金图案和开孔有位置关系,比如开孔周围有一圈烫金框,目测框是否在孔的正中间。有明显偏位的直接拒收。
第六项,检查内外盒间隙。内盒推入外盒后,两者之间的缝隙应该均匀,不能一边大一边小。用尺子量一下两侧的间隙,差值超过两毫米的属于结构偏差。
侧开孔式烫金印刷瓦楞彩箱,在包装品类里算是一个小众但很高性价比的升级方案。它不是最便宜的,也不是最贵的,但它做出来的东西往往让人觉得“这个价格买到这个包装,值了”。
核心原因只有一个:它把“打开”这个动作变长了。从掀开盖子变成伸手、抽出、亮相,多出来的那两秒钟,就是包装在产品价值之上额外创造的价值。